
Изготовление Деталей по Чертежам Заказчика
(Сервис)
Местонахождение: Россия
Онлайн Поддержка 24/7: Нет
Интерпретация Данных: Нет
Описание:
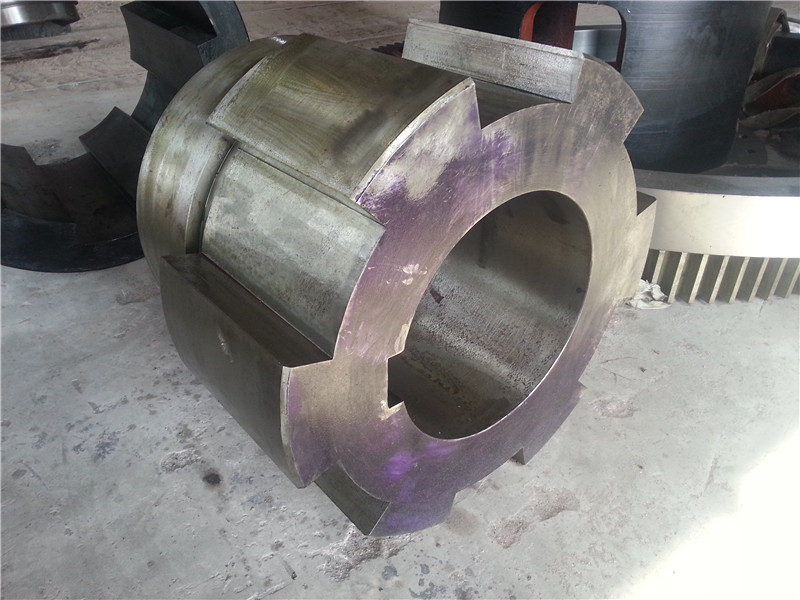
Одно из преимуществ сотрудничества с конструкторским отделом ЗАО «Завод специального машиностроения «Маяк» — изготовление металлических деталей по чертежам заказчика.
К вашим услугам — современное автоматизированное производство деталей с использованием станков с числовым программным управлением, аттестованная лаборатория, парк оборудования для осуществления полного производственного цикла.
Специалисты предприятия располагают огромным опытом изготовления крупногабаритных деталей по чертежам заказчика для применения в машиностроении, металлургии, нефтедобывающей отрасли, военно-промышленной сфере.
Мы гарантируем:
оперативный ответ на заявку (в течение двух - четырех дней);
доступную стоимость (используем литейные заготовки собственного производства);
гибкую форму оплаты;
возможность изготовления как серийного, так и эксклюзивного единичного изделия.
При необходимости заказ может быть выполнен в сжатые сроки с привлечением дополнительных мощностей.
Обзор:
|
|


ПАРАМЕТРЫ возможностей ПРОИЗВОДСТВА Детали по чертежам заказчика
| Токарная обработка тел вращения | Dmax=2000 мм, Lmax=10000 мм |
| Токарно-карусельная обработка | Dmax=6300 мм, Hmax=3200 мм |
| Фрезерная обработка, продольно-фрезерная | Lmax=6500 мм, Hmax=1810 мм, Вmax=2000 мм |
| Горизонтально-расточная обработка | Lmax=6000 мм, Hmax=3200 мм, Вmax=2800 мм |
| Глубокое сверление и растачивание тел вращения | детали Dmax=500 мм, Lmax=8000 мм, Dрасточки=30..360 мм |
| Продольно-строгальная обработка | Lmax=6000 мм, Hmax=1600 мм, Вmax=1500 мм |
| Долбёжная обработка | Dстола=1400 мм, ход долбяка 300÷1200 мм, Hmax=770 мм |
| Зубообработка* | |
| Конический зуб прямой и круглый | Dmax=3000 мм, m=30, до 6 степени точности |
| Цилиндрический зуб прямой, косой, шевронный | Dmax=6000 мм, m=45, до 6 степени точности |
| Бочкообразный зуб | Dmax=300÷1000 мм, Вmax венца=200 мм |
| Червячный зуб | Dmax=1600 мм, m=24, Kmax=4, в т.ч. глобоидный |
| Шлифовальная обработка | |
| Кругло — шлифовальная | Dmax=560 мм, Lmax=4000 мм |
| Внутришлифовальная | Dmax=360 мм, Lmax=320 мм, шлиф отв Dmax=180 мм |
| Плоскошлифовальная | Lmax=2000мм, Hmax=630 мм, Вmax=630 мм |
| Без центр. шлифовальная | Dmax=8÷75 мм, Lmax=195 мм |
| *Возможно изготовление деталей (зубчатых пар) по предоставленным образцам заказчика | |
Детали по чертежам заказчика в Москве — полный производственный цикл
В процессе изготовления сложных деталей по чертежам заказчика используются различные способы металлообработки:
- токарно-карусельная;
- фрезерная и продольно-фрезерная;
- горизонтально-расточная;
- продольно-строгальная;
- долбежная;
- токарная обработка, глубокое сверление и растачивание тел вращения;
- зубообработка (конический зуб — прямой и круглый, цилиндрический — прямой, косой, шевронный, бочкообразный, червячный);
- шлифовальная (кругло/плоско/внутришлифовальная/без центр) обработка.
Изготовить по чертежам заказчика возможно любые детали, включая зубчатые пары. Мы осуществляем полный производственный цикл с дополнительными этапами обработки чугунных, стальных, латунных, бронзовых элементов, изделий из алюминиевых сплавов.
По итогам готовности изделия с безупречным соблюдением технологической цепочки фрезерных, сверлильных, токарных работ и заданных параметров точности мы тестируем прочность детали в лабораторных условиях с выдачей сертификата на каждую единицу.
 |  |
Алгоритм, сроки, стоимость производства деталей по чертежам
Мы располагаем широким спектром готовых форм для элементов распространенных объемов и форм. Для мелкосерийных изделий и узкоспециальных профильных наименований требуется предоставление чертежа либо образца. В случае образцов, которые не могут служить моделью рабочей формы, возникает необходимость в построении чертежа, для чего используются современные технологии 3D-сканирования.
Сроки работы над созданием чертежа модельной оснастки варьируются в зависимости от сложности – объема, геометричности, многоэлементности будущего изделия. Все аспекты изготовления детали по предоставленному чертежу либо с использованием 3D-проектирования, включая сроки и окончательную стоимость, обсуждаются в процессе подготовки и заключения договора и неукоснительно соблюдаются нашими специалистами.

Параметры чертежа для модельной оснастки
Модельные оснастки для элементов сложного изделия изготавливаются на основании чертежа заказчика либо 3D-проекции. В обязательном порядке учитываются специфические факторы эксплуатации, интенсивность предполагаемых нагрузок, вариантность режимов амортизации готового изделия.
3D-моделированию предшествует проверка предоставленного чертежа либо его построение по образцу заказчика. Далее мы:
- подбираем форму оснастки с выделением элементов;
- определяем материал (сплав);
- задаем программу для оборудования с числовым программным управлением;
- изготавливаем несколько пробных экземпляров для контроля точности;
- заливаем готовые формы;
- осуществляем механическую доводку до указанных заказчиком параметров;
- диагностируем изделия в заводской лаборатории;
- оформляем технический паспорт.
Каждый из перечисленных этапов сопровождается технологическим контролем. Количество изготавливаемых модельных оснасток обусловлено серийностью либо штучностью изделия.
АО «ЗАВОД Специального Машиностроения «МАЯК» (Литейный завод Специального Машиностроения «Маяк»)
Местонахождение: 248010, Россия, г. Калуга, ул. Пухова, д. 24
Основные продукты/сервисы: Литые изделия из стали, чугуна, алюминиевых и медных сплавов (до 40 т); детали по чертежам заказчика; модельная оснастка; изложницы и шлаковни; плиты монтажные и поверочные; зубчатые пары (конические, цилиндрические, червячные); грузоподъемное оборудование; муфты МЗ, МУВП. Сервисы: полный цикл литья (моделирование в ProCast и LVMFlow, изготовление модельной оснастки, механическая обработка, термообработка, сборка); обратный инжиниринг с 3D-сканированием; приемка РМРС.
Регистрация: 248021, Россия, г. Калуга, ул. Автомобильная, д. 1
Год основания: 1999